반복 빈도가 높은 나노초 녹색 레이저로 고품질의 신속한 유리 가공이 가능합니다.
Oct 13 , 2023
유리 레이저 드릴링 장비는 레이저 백 프로세싱(즉, 빔 초점이 아래에서 위로 이동) 공정과 결합된 높은 반복 주파수 532 nm 나노초 녹색 레이저를 사용하여 다양한 유형의 얇은 유리 및 다양한 재료의 관형 유리를 수행할 수 있습니다 . . 빠른 마무리. 예를 들어, 단면이나 측벽을 따라 구멍을 뚫고, 특수 크기의 유리 시트를 절단하고, 유리 기판의 투명 전도성 필름을 제거하고, 유리 표면의 국부적인 텍스처링 및 스코어링, 표면 또는 내부에 마킹 등을 수행합니다. 펄스 폭과 펄스 반복 주파수를 고려하면 최대 평균 레이저 출력은 50W에 달할 수 있습니다. 유리 드릴링에 관한 한 구멍 직경은 일반적으로 0.15mm만큼 작고 최대 50mm 이상일 수 있습니다. 거의 제로 테이퍼 관통 구멍, 막힌 구멍, 경사 구멍, 계단 구멍, 사각형 구멍 또는 기타 특수 구멍 모양. . Tucson Laser는 높은 반복 주파수의 나노초 녹색 파이버 레이저를 사용하여 소다석회 유리, 붕규산 유리, 석영 유리 등을 가공합니다. 유리 심층 가공 분야에서 많은 성공 사례를 보유하고 있습니다. 적용 가능한 유리 두께 범위는 일반적으로 0.1mm - 10mm입니다. 사이. 0.5mm 두께의 소다석회 유리로 전환하면 최대 와이어 절단 속도는 22mm/s 이상에 도달할 수 있습니다. 그림 1~3은 각각 유리 가공 결과의 대표적인 사진을 보여줍니다.
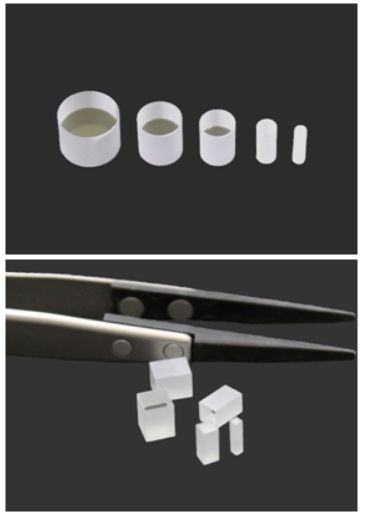
5.8mm 두께의 소다석회 유리
다양한 두께의 붕규산 유리

0.17mm 두께의 소다석회 유리
그림 1. 높은 반복 주파수의 나노초 녹색 레이저를 사용하여 Tucson Laser로 절단한 일부 유리 샘플.
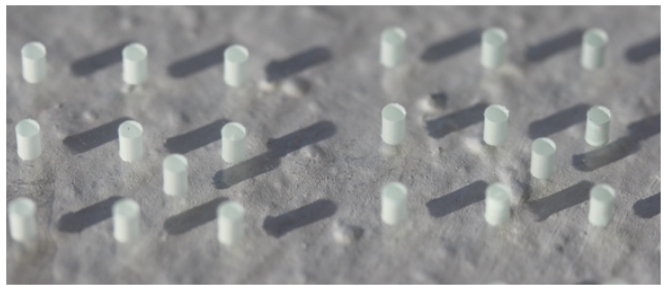
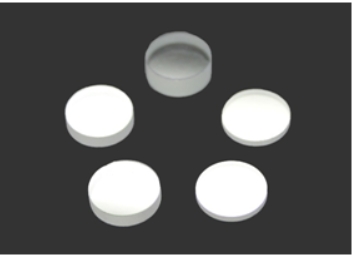
그림 2. Tucson 레이저는 높은 반복 주파수의 나노초 녹색 레이저를 사용하여 두께 3mm의 플로트 유리판에 직경 1mm의 구멍을 뚫습니다. (각 구멍을 뚫는 데 걸리는 시간은 1초 미만이며, 가장자리 치핑은 130um 미만입니다.)
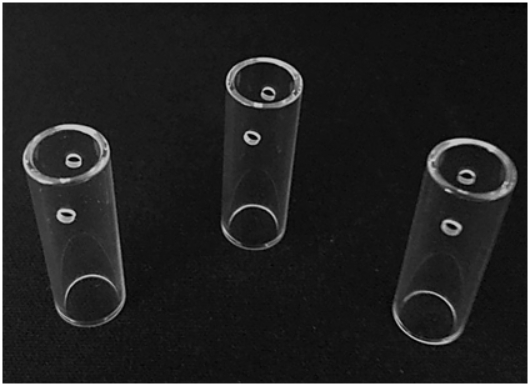
이미지 3. Tucson 레이저는 높은 반복 주파수의 나노초 녹색 광섬유 레이저를 사용하여 벽 두께가 1.0mm인 유리관의 측벽에 직경 2.0mm의 구멍을 뚫습니다.
CO2 레이저 유리 표면 스크라이빙 및 가열 로브 및 초단 펄스 레이저 유리 내부 필라멘트 로브와 달리 유리 절단을 달성하기 위해 높은 반복 주파수 나노초 녹색 파이버 레이저를 사용하는 것은 주로 공작물의 지점별 절제에 기반합니다. 단일 레이저 펄스와 레이저 초점. 미리 결정된 설계 경로를 따라 공간을 통과하는 빠른 스캐닝 이동입니다. 따라서 더 유연하고 다양한 유리 재료에 대해 지점별로, 라인별로, 층별로 제어 가능한 재료 제거를 수행할 수 있으므로 정밀도가 높은 효율적인 "디지털"이라고 간주할 수 있습니다. 레이저 유리 절단 가공 기술. 이 기술을 사용하면 레이저를 사용하여 다양한 유리 재료에 다양한 3차원 모양이나 3차원 지형을 절단할 수 있습니다. 이 점별 절단 레이저 유리 가공 기술은 일반적으로 절단 선 폭이 일정하고 절단 가장자리에 불규칙한 치핑이 있습니다. 유리의 두께, 특정 가공 치수 및 절단 속도 요구 사항에 따라 실제 응용 분야의 절단 선 너비는 일반적으로 0.1mm ~ 0.45mm이며 최대 가장자리 치핑은 종종 100um ~ 150um 내에서 제어할 수 있습니다. . 초박형 유리 및 상대적으로 작은 가공 크기와 같은 특수한 상황에서는 최대 가장자리 치핑을 50um에서 80um 사이에서 제어할 수 있습니다. 그림 4는 높은 반복 주파수의 나노초 광섬유 녹색광 레이저를 사용하여 가공한 테이퍼 구멍과 스텝 구멍을 보여주며, 그림 5는 소다석회 유리 표면의 스크라이빙과 홈을 보여줍니다. 스크라이빙 폭은 약 5um이고 스크라이빙 속도는 3000mm/s입니다. 직사각형 홈의 깊이는 수 마이크론에서 수백 마이크론, 심지어 밀리미터까지 가능하며 깊이 제어는 정확할 뿐만 아니라 간단하고 편리합니다.
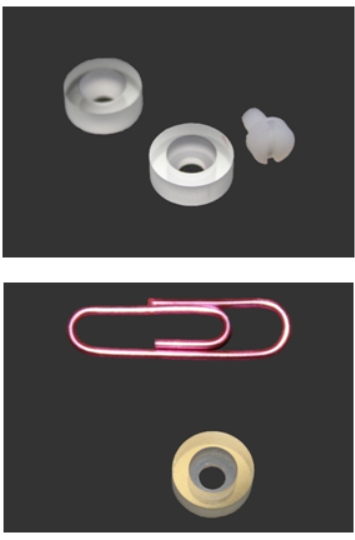
그림 4. Tucson 레이저는 높은 반복 주파수의 나노초 녹색 광섬유 레이저를 사용하여 테이퍼 구멍과 스텝 구멍을 가공합니다.
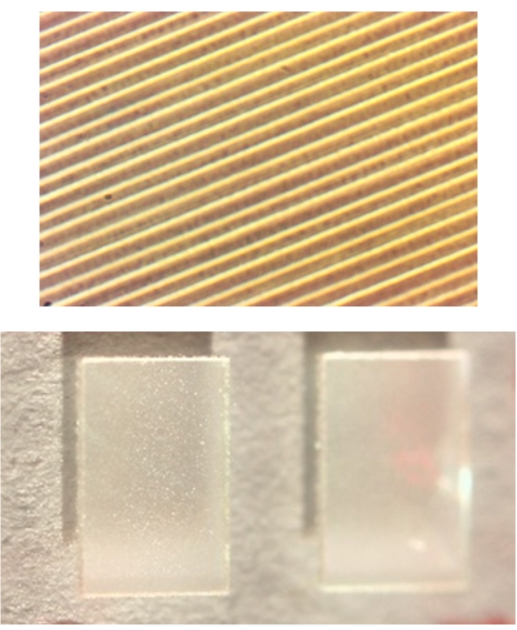
그림 5. Tucson 레이저는 높은 반복 빈도의 나노초 녹색 광섬유 레이저를 사용하여 유리 표면에 스크라이빙 라인을 생성합니다(왼쪽 그림)(라인 폭은 약 5um, 스크라이빙 속도는 3000mm/s). 4.5mm X 3mm 직사각형 홈(오른쪽 그림), 홈 깊이는 20um ~ 200um입니다.
유리 재료에 대한 높은 반복 빈도, 나노초 녹색 레이저 펄스의 제거 메커니즘은 재료의 기존 열 용융 후 보조 가스에 의해 방전되거나 기화되는 것이 아니라 주로 국부적인 열 응력 구배에서 비롯된다는 점을 지적할 가치가 있습니다 . 레이저 펄스에 의해 유도됩니다. 제한된 공간 내에서 생성된 물질이 붕괴됩니다. 추정에 따르면 일반적인 상황에서 이러한 가공에서 하나의 레이저 펄스에 의해 제거되는 유리 재료의 평균 양은 약 수십 나노그램 이하이며 해당 유리 입자의 크기는 약 20~30 마이크론에서 수 마이크론입니다. 이 독특한 재료 제거 및 제거 방법은 해당 재료의 열 용융 및 가스화보다 절단 효율이 훨씬 높습니다. 일반 소다석회 유리를 예로 들면, 단위 광 펄스 에너지당 물질 제거율은 150um3/uJ에 달할 수 있습니다. 절단된 벽의 거칠기는 일반적으로 수 미크론 정도입니다. 높은 반복 빈도의 나노초 녹색 광 파이버 레이저를 사용하여 유리를 제거하는 경우 절단 중에 발생하는 먼지를 진공 청소기로 신속하게 흡입하는 것 외에도 일반적으로 공기 불어 넣기 또는 압력과 같은 다른 보조 수단이 필요하지 않습니다.