
UV 레이저 유리 마킹 기술 연구
Aug 17 , 2022UV 레이저 유리 마킹 기술 연구
이 기사는 유리 표면의 UV 레이저 마킹 가공 기술을 이해하고 숙달하도록 안내합니다.
하나. 유리 마킹 난이도
광선이 유리에 닿으면 빛의 일부가 표면에서 반사되고 나머지 대부분은 직접 통과합니다. UV 레이저도 마찬가지입니다. UV 레이저를 사용하여 유리 표면을 에칭하는 경우 매우 높은 에너지 밀도가 필요합니다. 그러나 에너지 밀도가 너무 높으면 균열이나 치핑이 발생할 수 있습니다. 에너지 밀도가 너무 낮으면 구멍이 뚫린 지점이 가라앉거나 직접 닿을 수 없습니다. 표면이 에칭되어 가공이 어렵습니다.
둘. 영향 요인
1. 평면 유리
평면 유리의 UV 레이저 마킹은 레이저의 피크 출력, 최종 초점의 크기 및 검류계의 속도와 직접적인 관련이 있습니다.
때때로 고출력 레이저의 빛이 유리 표면을 에칭하지 않고 직접 통과한다는 사실을 발견했습니다. 이는 레이저의 피크 출력이 충분하지 않거나 에너지 밀도가 충분히 집중되지 않았기 때문입니다. 피크 전력은 레이저 크리스탈, 펄스 폭 및 주파수의 영향을 받습니다. 펄스 폭이 좁고 주파수가 낮을수록 레이저의 피크 출력이 높아집니다. 에너지 밀도는 레이저 빔(레이저 빔 측정 기준, 가우시안 빔에 가까운 레이저 빔의 값, 가우시안 빔 M2=1)의 스폿 크기와 빔 품질 M2의 영향을 받습니다. 고배율 빔 익스팬더를 사용하여 스폿 크기를 변경할 수 있습니다. M2는 레이저 자체의 빔 품질에 의해서만 결정될 수 있습니다. M2가 작을수록 빔 익스팬더 배율이 커지고,
일부는 유리 표면에 에칭될 수 있지만 여전히 누출 현상을 일으키고 펄스에 의해 형성된 일부 포인트는 유리에 가라앉아 내부 조각을 형성합니다. 이러한 상황은 높은 피크 출력 레이저와 고배율 빔 확장기를 사용하여 개선할 수 있습니다. 처리 효과.
또한 레이저 빔이 유리 표면에 닿는 시간도 유리 표면의 식각 효과에 영향을 미칩니다. 접촉 시간이 너무 길면 유리 표면이 너무 깊게 부딪힐 수 있고 접촉 시간이 너무 짧으면 누출이 발생할 수 있습니다. 더 나은 처리 효과를 얻으려면 검류계의 스캔 속도를 적절한 값으로 변경하기만 하면 됩니다. 그러나 스캐닝 속도는 레이저 자체의 주파수에 의해서도 영향을 받으며 주파수가 너무 낮으면 누출로 이어질 수도 있다는 점에 유의해야 합니다.
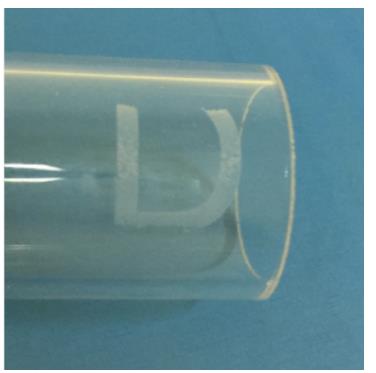
UV 레이저 유리 마킹 기술 연구
(RFH LASERLP106-5w 가공 판유리)
2. 곡면 유리
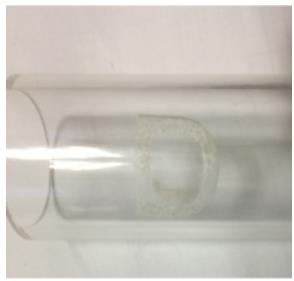
굽힘력의 영향으로 인해 최종 집속점의 초점깊이와 검류계의 스캐닝 방식이 가공효과, 즉 레이저의 피크 파워, 최종 집속점, 스캐닝 속도에 특히 중요하다. 검류계의 스캐닝 방법, 스폿의 초점 깊이 및 미러의 필드 범위 등 에너지 밀도가 표준에 도달하면 유리 표면에 미치는 영향이 갈수록 악화됨을 알 수 있습니다. 가장자리까지, 표면에서도 처리할 수 없습니다. 그 이유는 초점 심도가 너무 얕기 때문입니다. 초점 깊이는 레이저 빔의 M2 계수, 빔 익스팬더의 스폿 크기 및 필드 렌즈의 범위에 의해 영향을 받습니다. 빔 익스팬더의 배율과 필드 렌즈의 범위는 모두 초점 거리에 영향을 미칩니다. 초점 거리가 짧을수록 에너지 밀도가 더 집중되고 초점 깊이가 얕아집니다. 다양한 초점 심도의 효과를 살펴보겠습니다. 아래 그림과 같이 RFH LASER5w 레이저, SCAN-LAB 고속 스캐닝 갈바노미터, F=160 필드 렌즈, X10배 빔 확장, X8배 빔 확장, X5배 빔 확장 시, 표면에 에칭 효과 석영 유리:
UV 레이저 유리 마킹 기술 연구
(X10배 빔 익스팬더)
UV 레이저 유리 마킹 기술 연구
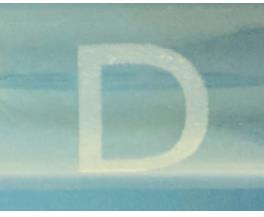
(X8배 빔 익스팬더)
UV 레이저 유리 마킹 기술 연구
(전면 X6배 빔 확장)
UV 레이저 유리 마킹 기술 연구
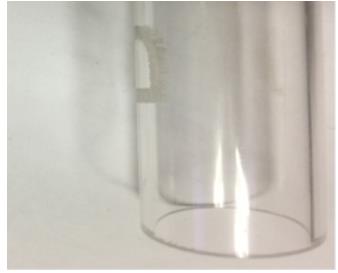
(X6배 빔 익스팬더 측)
위의 사진에서 보듯이 10배 빔 확장 시 에너지 밀도가 상대적으로 집중되어 표면이 매우 섬세하지만 초점 심도가 얕기 때문에 양쪽 레이저가 작동하지 않는 것을 명확하게 관찰할 수 있습니다. 표면. 8x 빔 확장에서 현재 곡면 제품의 경우 초점 깊이와 에너지가 더 적합하고 마킹 효과가 더 좋습니다. 그러나 6배 빔 확장 초점 심도가 증가하고 에너지 밀도도 감소하므로 누설이 많고 효과가 좋지 않습니다.
따라서 곡면이 크고 경도가 높은 유리 재료의 경우 빔 품질이 좋고 펄스 폭이 좁은 레이저를 선택하고 적절한 빔 익스팬더 또는 3D 가변 초점 검류계를 사용하여 유리를 처리해야 한다고 결론을 내립니다. 제품이 더 적합합니다.
RFH LASER는 이러한 유형의 유리 마킹을 위한 새로운 5w~7w(LP106, SP355) 수냉식 UV 레이저를 출시했습니다. 이 레이저의 M2 계수는 1.3 미만으로 빔 품질을 보장하는 가우시안 빔 값(M2=1)에 가깝습니다. 펄스 폭은 피크 전력을 보장하는 30KHZ의 주파수에서 10ns에 도달할 수 있습니다. 수냉식 냉각 방식은 레이저 캐비티의 연속 작동 안정성을 보장합니다. 이 레이저는 유리 가공 및 마킹을 위한 안정적인 UV 광원을 제공한다는 것을 알 수 있습니다.