

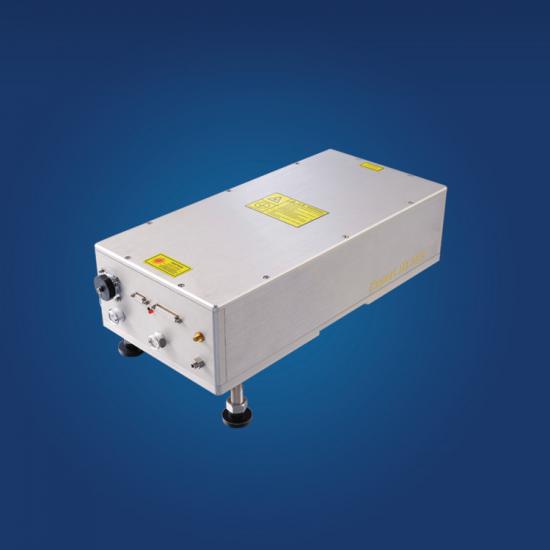










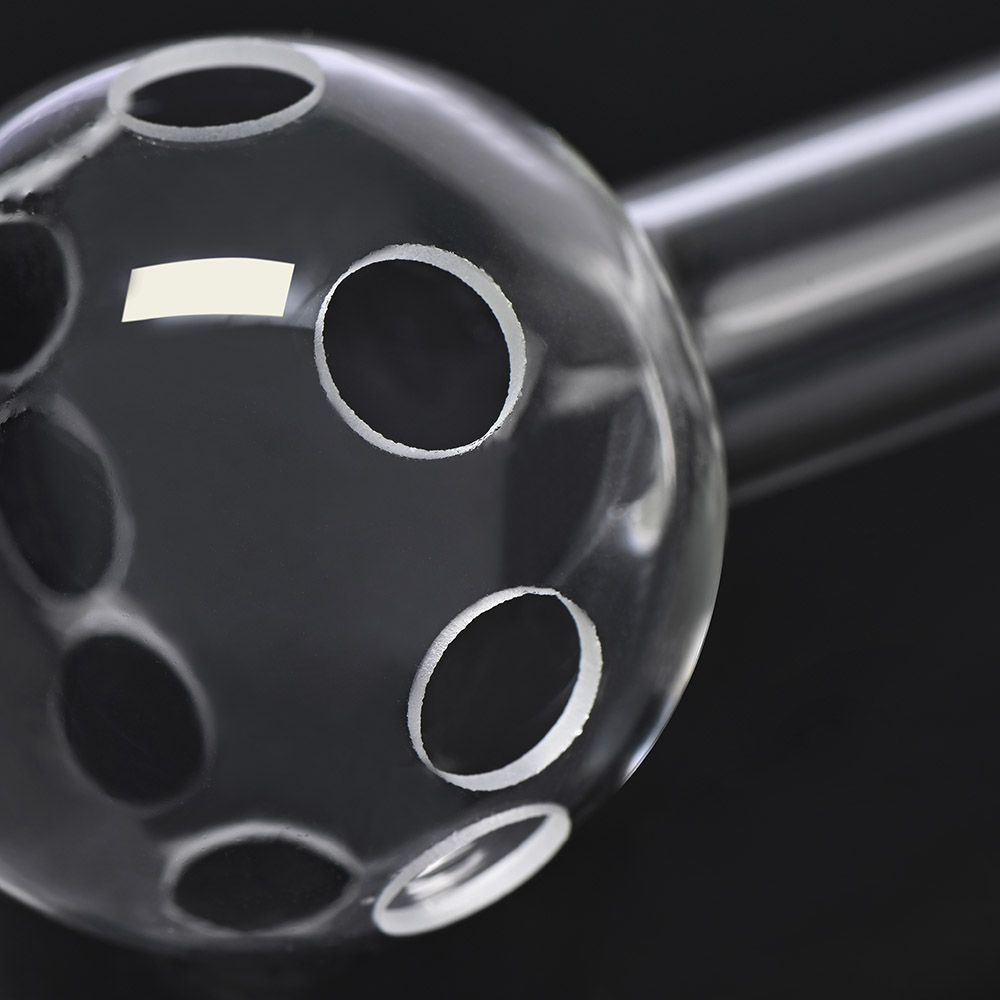
RFH 20W UV 레이저 절단 유리 가장자리는 매끄럽고 버가 없으며 고정밀
우리가 일상에서 사용하는 유리가공은 마킹과 절단에 지나지 않으며, 구멍을 뚫는 것은 모든 절단 작업 중 가장 번거로운 작업입니다.
RFH 레이저는 마킹+컷팅이 동시에 가능한데 어떻게 생각하세요?
자외선 레이저의 존재로 마킹+컷팅을 한 번에 하여 효율성을 향상시킬 뿐만 아니라 궁극적인 효과도 흠잡을 데 없습니다.
RFH는 열 충격이 작은 "차가운 빛"으로 알려진 자외선 레이저를 사용하므로 절단면이 매끄럽고 버가 없으며 정확도가 매우 높습니다.
전통적인 유리 펀칭?
유리 가공에 널리 사용되는 레이저 외에도 전통적인 가공 방법이 여전히 많은 곳에서 사용되고 있습니다.
유리 절단 구멍의 관점에서 전통적인 유리 절단 구멍은 전용 유리 드릴을 사용해야 합니다. 유리에 유리를 표시한 후 펀치를 시작합니다. 전체 작업에는 강력한 기술력이 필요합니다.
드릴 비트로 유리를 절단할 때 두 가지 사항을 기억해야 합니다. 하나는 느리고 느리고 다른 하나는 식히기 위해 물을 계속 추가하는 것입니다. 그렇지 않으면 드릴 비트가 손상되기 쉽습니다.
그럼에도 불구하고 전통적인 방법으로 가공된 유리 절단 구멍은 여전히 만족스럽지 않습니다. 구멍의 가장자리는 버와 가열 변색의 모든 흔적을 볼 수 있으며 절단 정확도는 가공 마스터가 간단히 파악하고 품질 관리는 정량화하기 어렵습니다.
레이저 가공의 장점:
전통적인 처리 방법의 단점입니다. 레이저를 사용하지 않는 가공 방법은 현대 유리 가공을 위한 첫 번째 선택이 되었습니다. 그중 많은 전통적인 처리 이점은 대체할 수 없습니다.
1. 컴퓨터 제어, 고도의 자동화.
2. 열 효과를 제어할 수 있고 좋은 제품 비율을 정량화할 수 있습니다.
3. 소모품 가공 비용이 낮고 투자 수익이 높습니다.
4. 정밀가공이 용이하다.
5. 불규칙한 그래픽 자르기가 가능합니다.
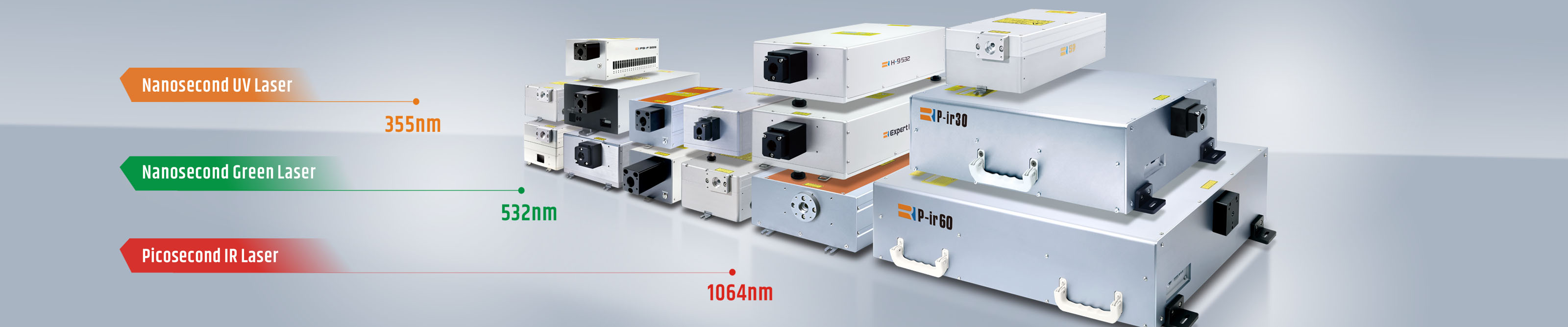
RFH 추천: Expert III 355 고출력 UV -펄스 고체 레이저

유리를 빠르고 정확하게 절단하려면 10W+고출력 자외선 고체 레이저가 당연히 첫 번째 선택입니다.
RFH Expert III 355 시리즈 UV -고체 레이저를 펌핑하는 반도체 펌프는 고유한 레이저 캐비티 설계, 사운드 라이트 q 기술 및 고정밀 냉각 시스템, 소량 및 고집적을 채택합니다.
산업 공정에서 우수한 빔 품질(M2 <1.2)로 인해 모든 주파수 범위 내에서 엄격하게 보장되며 높은 정밀도 ± 0.02mm를 가집니다.
또한 RFH Expert III 355는 다양한 레이저 애플리케이션 제어 요구 사항에 적합한 고유한 Q qi 제어 기술을 사용합니다. 내부 캐비티 자체 정화 시스템으로 레이저의 수명이 길고 안정적인 작동이 가능합니다.
RFH가 독자적으로 개발한 전력 제어 시스템에서 RFH Expert III 355는 기능 모듈을 적시에 업데이트 및 개선하여 기술적 이점을 최대한 활용하고 다양한 사용 시나리오에 적합합니다.
제어 방법에 관해서는 RFH Expert III 355는 완전 디지털 지능형 전력 제어 기술을 사용하여 간단하고 쉽게 모니터링할 수 있습니다. 컴퓨터와의 통신을 지원하며 RS232 외부 제어를 통해 레이저를 제어할 수 있습니다.
Industry 4.0의 지속적인 촉매 작용에 따라 자동화, 디지털화 및 개인화 처리에 대한 요구 사항이 점점 더 중요해지고 있습니다. RFH 레이저는 글로벌 산업용 완전 고체 레이저 제조업체로서 혁신을 멈추지 않았습니다.
"높은 안정성"과 "높은 비용 성능"이라는 전통적인 이점 아래, 전력 기술의 축적은 독립적으로 전원 공급 장치 기술을 개발하고 강력한 기술 팀은 RFH 레이저 시스템의 안정적인 작동을 위한 견고한 지원입니다.
비디오에서 보여지는 "진짜 금은 불을 두려워하지 않고 좋은 것은 시험을 견딜 수 있습니다"처럼 RFH 레이저는 도전을 두려워하지 않습니다.