
3D 프린팅(SLA)에서 자외선 레이저의 적용 및 공정
Aug 17 , 20223D 프린팅 (SLA) 에서 자외선 레이저 의 적용 및 공정
이 기사는 3D 인쇄에서 UV 레이저의 프로세스 연구 및 적용을 이해하고 숙달하도록 안내합니다.
1. 레이저 및 레이저 가공 기술
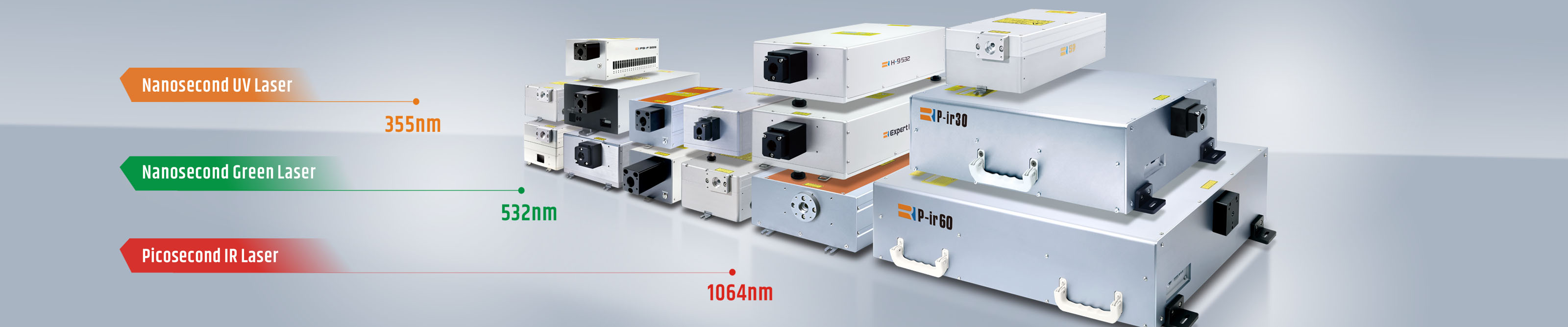
(1) 레이저는 1960년대의 중요한 발명품 중 하나이다. 그것은 좋은 단색성, 방향성, 강한 일관성 및 높은 전력 밀도의 장점을 가지고 있습니다. 산업의 발전과 함께 점점 더 많은 유형의 레이저가 있습니다. 파장에 따라 적외선 레이저, 녹색 레이저 및 자외선 레이저의 세 가지 범주로 나눌 수 있습니다. 여기서는 주로 자외선 레이저의 응용과 공정을 소개한다.

(2) 자외선 레이저
자외선 레이저의 파장은 355nm로 냉광원에 속하며 재료에 더 잘 흡수될 수 있으며 재료에 대한 손상도 가장 작습니다. 자외선 레이저의 파장은 짧습니다. 국산 Belling 3W 자외선 레이저를 예로 들면 펄스 폭은 10ns-15ns이고 재료에 대한 작용 시간이 짧아 열 효과 시간을 최소화하고 재료를 보호할 수 있습니다. 스폿은 0.5mm입니다(위의 데이터는 다른 제조업체의 레이저에 따라 다를 수 있음). 스폿이 작을수록 에너지가 더 집중됩니다. 파이버 레이저의 높은 열 효과 및 CO2 레이저의 큰 스폿과 비교할 때 자외선 레이저는 일부 특수 재료를 처리하는 데 고유한 이점이 있습니다.
자외선 레이저 3D프린팅 기술 연구 및 응용
UV 레이저
둘째, 3D 프린팅(SLA)에서의 자외선 레이저의 응용 및 공정
(1) UV 레이저 3D프린팅의 원리와 메커니즘
자외선 레이저는 펄스 자외선(UV)을 통해 액체 감광성 수지를 조사한 다음 스캐닝 검류계가 XY 평면을 아래에서 위로 층별로 스캔하고 최종적으로 높은 성형 정확도(±0.1mm)로 응고 및 형성됩니다. ), 높은 수준의 아날로그 환원성.
(2) 3D 프린팅에서 UV 레이저의 주요 매개변수
액상의 감광성 수지에 의한 자외선 흡수계수가 가장 크기 때문에 보다 낮은 광에너지 밀도로 수지를 경화시킬 수 있으나, 감광성 수지에 의한 자외선 흡수는 Beer-Lambert 법칙, 즉 에너지 투과율에 따라 자외선 밀도가 증가합니다. 깊이의 증가는 기하급수적으로 감소합니다. 이론과 실험에 따르면 액체 감광성 수지가 받는 자외선 에너지 밀도가 특정 임계값을 초과할 때만 겔이 생성되므로(겔 상태는 액체와 고체 사이의 임계 상태임) 경화 과정. 지속적인 UV 광으로 경화할 수 있지만 더 나은 경화 품질을 얻으려면 어떻게 해야 합니까?
수지의 경화 품질은 주로 액체 표면에 대한 자외선 레이저의 스캐닝 속도, 레이저 포밍의 스폿 크기 및 레이저의 연속 출력에 의해 결정됩니다. 검류계의 스캐닝 속도는 액체 감광성 수지 표면에서 레이저의 펄스 수와 자외선 레이저의 접촉 시간에 직접적인 영향을 미칩니다. 스캐닝 속도가 너무 빠르면 레이저 펄스 수가 부족하거나 접촉 시간이 짧아 최종 경화 경도가 낮아질 수 있습니다. 낮거나 경화 실패와 같은 일련의 문제. 액상 감광수지 표면의 최종 UV spot의 크기는 지지체의 두께와 완제품의 두께에 영향을 미치며 laser spot이 둥글지 않으면 수지에 불균일한 에너지 분포가 발생할 수 있으며, 결과적으로 최종 성형 품질이나 경화 선폭이 감소합니다. 예외 등 마지막은 레이저 출력입니다. 일반적으로 350mw에서 500mw 사이의 지속적이고 안정적인 출력 전력이 가장 좋습니다. 도수가 너무 높으면 수지가 검거나 노랗게 변할 수 있습니다. 힘이 너무 낮으면 수지가 하얗게 변하거나 경도가 떨어질 수 있습니다. 경화선 및 경화 깊이 이상 등의 문제가 발생할 수 있습니다. 요약하면 레이저가 더 나은 경화 품질을 얻기 위해서는 다음 조건을 충족해야 합니다. 1. 지속적이고 안정적인 출력 및 350mw 이상; 2. 2. 지속적이고 안정적인 레이저 출력 펄스; 더 나은 레이저 스폿 품질. 도수가 너무 높으면 수지가 검거나 노랗게 변할 수 있습니다. 힘이 너무 낮으면 수지가 하얗게 변하거나 경도가 떨어질 수 있습니다. 경화선 및 경화 깊이 이상 등의 문제가 발생할 수 있습니다. 요약하면 레이저가 더 나은 경화 품질을 얻기 위해서는 다음과 같은 조건을 충족해야 합니다. 1. 지속적이고 안정적인 출력 및 350mw 이상; 2. 2. 지속적이고 안정적인 레이저 출력 펄스; 더 나은 레이저 스폿 품질. 도수가 너무 높으면 수지가 검거나 노랗게 변할 수 있습니다. 힘이 너무 낮으면 수지가 하얗게 변하거나 경도가 떨어질 수 있습니다. 경화선 및 경화 깊이 이상 등의 문제가 발생할 수 있습니다. 요약하면 레이저가 더 나은 경화 품질을 얻기 위해서는 다음 조건을 충족해야 합니다. 1. 지속적이고 안정적인 출력 및 350mw 이상; 2. 2. 지속적이고 안정적인 레이저 출력 펄스; 더 나은 레이저 스폿 품질.
0.5-3W 공랭식 UV 레이저는 3D 프린팅 및 적층 제조 응용 분야를 위해 특별히 출시되었습니다. 이 레이저의 단일 펄스 에너지는 >5μJ@100kHz, 반복률은 30-100kHz, 펄스 폭은 <70ns@100kHz, 빔 품질은 높습니다(M2< 1.3), 스폿 진원도 > 90%, 엄격한 매개 변수 요구 사항은 경화 과정에서 불충분 한 경도 및 색상 차이와 같은 일련의 문제를 완벽하게 해결할 수 있으며 공냉식 냉각 방법은 레이저를 더 작고 쉽게 통합합니다. 3D 인쇄의 전체 광 경로